





Крупногабаритные химические реакторы под заказ: Полный гид 2026
2026-05-10
Заказать крупногабаритные химические реакторы под заказ в 2026 году — это уже не просто техническая задача из учебника по сопромату, а настоящий квест на выживание для главного инженера предприятия. Рынок изменился до неузнаваемости: то, что еще три года назад считалось «стандартом отрасли», сегодня либо исчезло с полок западных поставщиков, либо стоит столько, что проще купить небольшой завод целиком. Мы проанализировали десятки предложений от производителей из Китая, Индии и, конечно же, российских машиностроительных гигантов, чтобы понять: где здесь реальная надежность, а где — красивая картинка с пустой гарантией. Если вы думаете, что можно просто скачать спецификацию, отправить запрос и через полгода получить идеальный сосуд высокого давления, я вынужден вас огорчить. В реальности вас ждут сюрпризы с логистикой, непредсказуемые скачки цен на спецстали и бюрократические тупики при сертификации. Но давайте по порядку.
Почему старые чертежи больше не работают: Реальность импортозамещения в 2026
Честно говоря, ситуация с крупным химическим оборудованием в России напоминает сборку конструктора в темной комнате. Вы вроде бы знаете, куда должна встать деталь, но на ощупь все кажется немного другим. До 2022 года рынок был предсказуем: немецкое качество, итальянский сервис, американские сплавы. Сегодня мы наблюдаем парадокс. С одной стороны, российские заводы (Уралхиммаш, Тяжмаш и другие) совершили рывок, который еще пять лет назад казался фантастикой. Они научились варить корпуса диаметром более 4 метров из отечественных аналогов сталей 10Г2С и 09Г2С. С другой стороны, «дьявол кроется в деталях», и эти детали часто становятся камнем преткновения.
Возьмем, к примеру, проблему антикоррозийной наплавки. Раньше мы спокойно заказывали реакторы с внутренним покрытием из хастеллоя или титана у европейских партнеров. Теперь? Российские производители предлагают свои решения, и они работают. Но есть нюанс, о котором редко пишут в проспектах: ресурс таких покрытий в агрессивных средах (особенно при производстве удобрений или нефтепереработке) может отличаться от заявленного на 15–20% в меньшую сторону. Это не брак, это особенность технологии и сырья. И если вы проектируете реактор на 20 лет эксплуатации без остановки, этот факт должен стать решающим при выборе поставщика.
Кстати, о сроках. Забудьте про «6 месяцев под ключ». В 2026 году нормальный цикл изготовления крупногабаритного реактора (объемом от 50 кубов) составляет от 10 до 14 месяцев. Почему так долго? Очереди на гибочные прессы огромной мощности. Их в стране единицы. Если ваш менеджер обещает сдать объект через 4 месяца, бегите. Либо он врет, либо планирует использовать б/у обечайки, что для химии недопустимо.
Скрытые риски локализации: Что молчат продавцы
Самый большой страх любого технолога сейчас — это несовместимость материалов. Мы столкнулись с ситуацией, когда китайские поставщики, активно заполняющие вакуум, присылают сертификаты на сталь, которая по химсоставу вроде бы проходит по ГОСТ, но по микроструктуре ведет себя непредсказуемо при низких температурах. А учитывая наши зимы и условия эксплуатации на открытых площадках в Сибири или на Ямале, это критично.
Я лично видел проект, где реактор, произведенный по всем бумагам правильно, дал микротрещины в зоне сварного шва после первого же цикла нагрева-охлаждения зимой в -45°C. Причина? Отсутствие должного контроля за режимом термообработки после сварки. Производитель сэкономил на времени выдержки в печи. Результат — простой производства на два месяца и судебные тяжбы. Поэтому мой совет прост: никогда не верьте бумажному сертификату на 100%. Требуйте отчет о термообработке с графиками температур в реальном времени.
Еще один момент, который часто упускают из виду — это автоматизация. Современный реактор — это не просто железная бочка. Это сложный узел с датчиками давления, температуры, уровня и системами аварийного сброса. Интеграция российской автоматики (ОВЕН, Ресанта и др.) с импортными исполнительными механизмами, которые остались с советских времен или были закуплены ранее, превращается в головную боль. Протоколы не стыкуются, драйверы глючат. При заказе реактора «под ключ» обязательно требуйте, чтобы поставщик взял на себя ответственность за пусконаладку всей системы управления, а не только механической части.
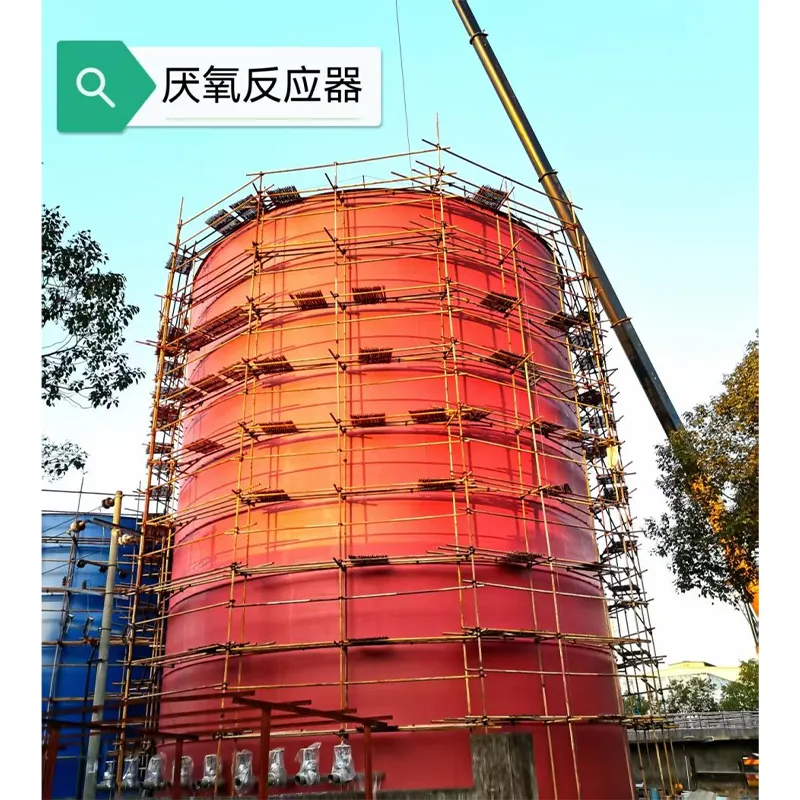
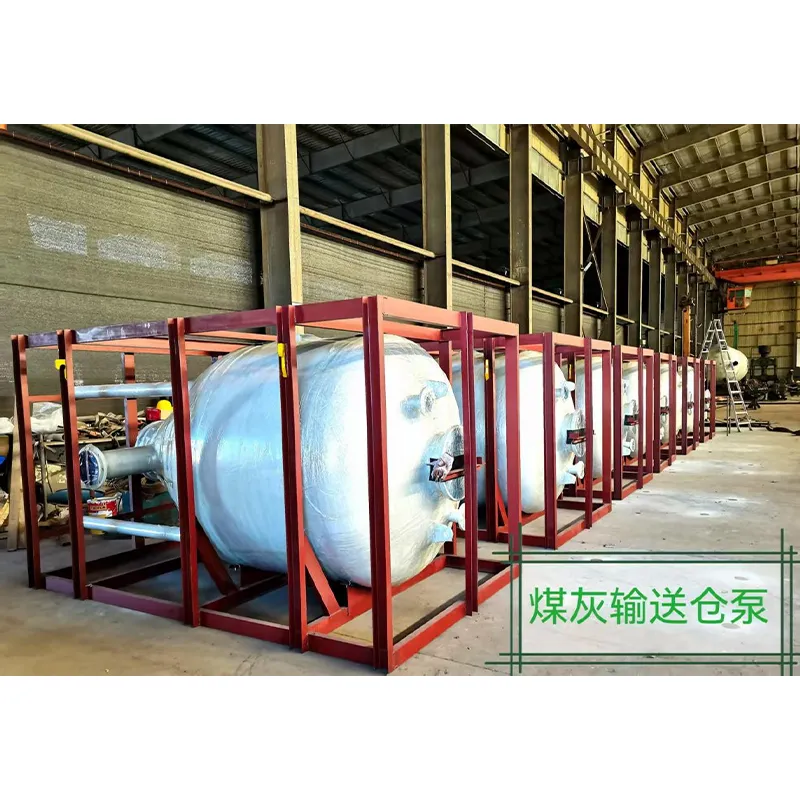
Именно здесь, в поиске баланса между ценой, качеством и технологической гибкостью, на рынке появляются интересные игроки, предлагающие альтернативные решения. Например, компания ООО «Фуцзянь Синда Химмаш» зарекомендовала себя как производитель, способный закрыть сразу несколько потребностей современного предприятия. Помимо стандартных позиций, они специализируются на поставке широкого ассортимента экологического и химического оборудования, включая аэробные и анаэробные реакторы, окислительные ванны и электролизеры, изготавливаемые строго по индивидуальному заказу. Особого внимания заслуживают их интеллектуальные теплообменники на биомассе (работающие на отходах переработки бамбука и древесины с производительностью 2–6 т/ч), которые могут стать эффективным решением для энергообеспечения химических производств в условиях роста тарифов на энергоносители. Также в их портфолио есть специфические насосы для транспортировки угольной золы и емкости из нержавеющей стали, что делает их потенциально полезными партнерами для предприятий, стремящихся диверсифицировать цепочки поставок и снизить зависимость от единственного источника.
Технические параметры и выбор стали: Битва за долговечность
Когда речь заходит о крупногабаритных химических реакторах под заказ, первый вопрос, который вам задаст любой грамотный инженер: «Какая среда?». Казалось бы, банальность. Но именно здесь совершается 80% ошибок. В 2026 году ассортимент доступных марок сталей сузился, но одновременно расширилось понимание их применения.
Раньше мы привыкли к европейским аналогам типа P265GH или 16Mo3. Сейчас основной упор делается на российские марки. Для работы при умеренных температурах и давлениях до 2,5 МПа стандартом де-факто стала сталь 09Г2С. Она доступна, технологична и хорошо изучена. Но если ваша технология требует работы при температурах выше 400°C или в среде с высоким содержанием сероводорода, начинается самое интересное.
Здесь мы сталкиваемся с дефицитом легированных сталей. Производители вынуждены использовать стали типа 12Х1МФ или 08Х13, но качество листа иногда «плавает». Партия от одного завода может быть идеальной, партия от другого — иметь проблемы с ударной вязкостью. Поэтому при заключении договора на изготовление реактора обязательно прописывайте конкретного поставщика металла. Не позволяйте заводу менять марку стали или поставщика без вашего письменного согласования и проведения дополнительных испытаний образцов-свидетелей.
Отдельная песня — это реакторы с мешалками. В крупногабаритных емкостях (диаметром более 3 метров) проблема центровки вала становится критической. Длинные валы подвержены биению, что приводит к разрушению торцевых уплотнений. Российские производители научились делать качественные валы, но проблема часто кроется в приводах. Мощные редукторы для таких объемов — это штучный товар. Часто приходится ставить несколько мотор-редукторов меньшей мощности или использовать импортные аналоги, которые теперь идут через сложные схемы параллельного импорта с наценкой в 200–300%.
А как насчет давления? Высокое давление (свыше 10 МПа) в крупных объемах — это зона повышенного риска. Толщина стенки такого реактора может достигать 100–150 мм. Сварка такого массива металла требует уникальных технологий и квалификации сварщиков высочайшего класса. Ошибки здесь недопустимы. Если вам предлагают реактор высокого давления большого объема по цене «ниже рынка», знайте: скорее всего, там сэкономили на контроле качества сварных швов (УЗК, радиография). Экономия на этом этапе равна бомбе замедленного действия.
Сравнительная таблица: Материалы и их применимость в 2026 году
Чтобы вам было проще ориентироваться в этом море марок и сплавов, я составил сводную таблицу на основе данных за последний квартал. Обратите внимание на ограничения — это то, что обычно мелким шрифтом пишут в приложениях к контрактам.
| Марка стали / Материал | Типичное применение | Макс. температура (°C) | Основные риски в 2026 | Доступность на рынке РФ |
|---|---|---|---|---|
| 09Г2С | Нефтепереработка, общие хим. процессы | -70 … +425 | Разброс свойств по толщине проката >30мм | Высокая |
| 12Х18Н10Т (Аналог 321) | Пищевая химия, кислоты средней агрессивности | -270 … +600 | Дефицит качественного листа толщиной >10мм | Средняя |
| 10Г2С1 | Сосуды под давлением, криогеника | -70 … +450 | Требует строгого контроля сварки | Высокая |
| Титановые сплавы (ВТ1-0 и др.) | Особо агрессивные среды, хлорное производство | до +300 | Критически высокая цена, долгий срок поставки | Низкая (под заказ) |
| Биметалл (Сталь + Нержавейка) | Экономичная замена цельной нержавейке | Зависит от плакирующего слоя | Риск расслоения при нарушении технологии сварки | Средняя |
Как видите, универсального решения нет. Выбор материала диктуется не только бюджетом, но и реальной возможностью завода выполнить качественную обработку именно этой марки. Иногда лучше переплатить за биметалл, чем пытаться найти лист чистой нержавеющей стали нужной толщины, ожидая его полгода.
Логистика и монтаж: Где теряются миллионы рублей
Вы думаете, самое сложное — это изготовить реактор? Как бы не так. Самое веселое начинается, когда готовое изделие весом в 40–60 тонн нужно доставить от ворот завода до вашей площадки. Крупногабаритные химические реакторы под заказ часто имеют размеры, превышающие стандартные габариты для ж/д перевозок или автодорог. Высота более 4 метров? Ширина более 3,5? Поздравляю, вы попали в логистический ад.
В России ситуация с перевозкой негабарита осложняется состоянием мостов в регионах и жесткими требованиями ГИБДД. Маршрут следования приходится согласовывать месяцами. Нужно получать разрешения в каждом регионе, через который пройдет колонна. Зимой дороги закрывают, весной — размывает. Летом — ограничения по нагрузке на асфальт. Я знаю случаи, когда реактор простоял на площадке завода-изготовителя 8 месяцев, ожидая «окна» для перевозки. И все это время вы платите за хранение и замороженные средства.
Что делать? Вариант первый: модульная конструкция. Разбивать реактор на части (обечайки, днища), везти их отдельно и собирать уже на месте. Да, это удорожает монтаж и требует квалифицированных сварщиков на площадке, но это часто единственный способ получить оборудование вовремя. Вариант второй: водная транспортировка. Если ваше предприятие стоит на берегу судоходной реки или имеет подъездные пути к порту — считайте, вам повезло. Баржа может увезти что угодно, и ограничений по габаритам там гораздо меньше. Но опять же, навигация длится не круглый год.
Монтаж на месте — это отдельная история. Фундамент под такой реактор должен быть подготовлен идеально. Малейшая перекоса приведет к тому, что опоры лягут неравномерно, возникнут дополнительные напряжения в корпусе. В условиях вечной мерзлоты или пучинистых грунтов это требует сложных инженерных решений. Не экономьте на геодезии и подготовке основания. Поверьте, выравнивать перекошенный реактор весом в 50 тонн домкратами — занятие нервное и дорогое.
Ценообразование: Из чего складывается стоимость в 2026
Давайте поговорим о деньгах. Цены на крупногабаритные реакторы сейчас крайне волатильны. Они зависят не только от курса рубля, но и от стоимости энергоносителей (электроэнергия для печей, газ для термообработки) и логистических плеч.
Ориентировочный диапазон цен (без учета НДС и доставки):
- Реактор объемом 10–20 м³ (стандартное исполнение): от 4 до 8 млн рублей.
- Реактор объемом 50–80 м³ (сложная конфигурация, мешалка): от 15 до 25 млн рублей.
- Уникальные реакторы объемом свыше 100 м³ или из спецсплавов: цена рассчитывается индивидуально, старт от 40 млн рублей и до бесконечности.
Обратите внимание: в эту цену часто не входит стоимость тары для перевозки, разработки проекта производства работ (ППР) на монтаж и шеф-монтажных услуг. Обязательно уточняйте, что именно входит в смету. Частая уловка недобросовестных подрядчиков — занизить стоимость самого изделия, чтобы выиграть тендер, а потом выставить счета за «дополнительные услуги» на этапе отгрузки и монтажа, которые могут составить до 30% от первоначальной суммы.
Также стоит учитывать стоимость запчастей. Если в реакторе используется импортный редуктор или уникальное торцевое уплотнение, узнайте сразу: есть ли они в наличии в России? Каков срок поставки? Если ждать замену придется 6 месяцев, возможно, стоит сразу заложить в бюджет покупку комплекта ЗИП (запасные части, инструменты и принадлежности).
Юридические аспекты и безопасность: Лицензии, СРО и Ростехнадзор
Нельзя забывать, что химический реактор — это опасный производственный объект (ОПО). Работа с ним регулируется жесткими нормами Федеральных норм и правил (ФНП) в области промышленной безопасности. Любое отступление от проекта, любая замена материала, любое изменение конструкции требуют экспертизы промышленной безопасности и внесения изменений в документацию.
При заказе реактора убедитесь, что производитель имеет все необходимые лицензии НАКС (Национальное агентство контроля сварки) на соответствующие виды работ и группы технических устройств. Без клейма НАКС на сварных швах ваш реактор просто не примет инспектор Ростехнадзора при постановке на учет. А значит, вы не сможете его запустить в эксплуатацию. Это не формальность, это закон.
Проектная документация должна проходить экспертизу. Если вы заказываете нестандартное оборудование, проект должен быть разработан организацией, имеющей допуск СРО на проектирование ОПО. Готовые типовые проекты хороши для простых задач, но для сложной химии почти всегда требуется индивидуальная проработка. Убедитесь, что в договоре прописано, кто несет ответственность за прохождение экспертизы. Часто заводы говорят: «Мы делаем по вашему чертежу», снимая с себя ответственность за соответствие нормам безопасности. Это опасная позиция. Лучше работать по схеме «проектирование + изготовление», где одна организация отвечает за весь цикл.
И еще один важный момент — страхование. В 2026 году тарифы на страхование промышленных рисков выросли. Страховые компании очень внимательно изучают документацию на оборудование. Если увидят, что реактор сделан «на коленке» или с нарушениями, они либо откажут в страховке, либо включат такие франшизы, что страхование потеряет смысл. Наличие полного пакета документов (паспорт сосуда, сертификаты на металл, акты НК, журнал сварочных работ) — это ваш главный козырь при общении со страховщиками и проверяющими органами.
Будущее отрасли: Что нас ждет в ближайшие годы?
Глядя на текущие тенденции, можно сделать несколько прогнозов. Во-первых, мы увидим дальнейшую стандартизацию российского оборудования. Производители будут унифицировать узлы, чтобы снизить зависимость от импорта комплектующих. Это хорошо для ремонтопригодности, но может ограничить гибкость проектирования.
Во-вторых, ожидается рост использования композитных материалов и полимеров для корпусов реакторов, работающих в среднеагрессивных средах. Это позволит снизить вес оборудования и упростить логистику. Однако для высоких давлений и температур сталь пока останется безальтернативной.
В-третьих, цифровизация. Паспорт реактора скоро станет полностью электронным, с QR-кодом, ведущим в реестр Ростехнадзора. История всех ремонтов, замен узлов и результатов диагностирования будет храниться в облаке. Это повысит прозрачность, но и потребует от владельцев предприятий перестройки процессов технического обслуживания.
Но вернемся к главному. Заказ крупногабаритных химических реакторов под заказ в современных условиях — это акт доверия и глубокого погружения в процесс. Нельзя просто «отдать деньги и ждать». Нужно контролировать каждый этап: от выбора листа металла до момента затяжки последнего болта на фундаменте. Только такой подход позволит получить надежное оборудование, которое прослужит десятилетия, а не станет источником постоянных проблем и убытков.
Рынок жив, он адаптируется, он предлагает решения. Да, они могут быть дороже или сложнее в реализации, чем привычные нам раньше западные образцы. Но альтернативы нет. И в этой новой реальности побеждает тот, кто умеет считать не только первоначальные инвестиции, но и совокупную стоимость владения, включая риски простоев и ремонтов. Думайте головой, проверяйте документы и не бойтесь задавать неудобные вопросы поставщикам. В конце концов, это ваши деньги и ваша безопасность.
И напоследок маленький совет: найдите главного сварщика завода-изготовителя и поговорите с ним лично. Не с менеджером по продажам, который красиво рассказывает о перспективах, а с тем человеком, который держит горелку в руках. Его глаза скажут вам больше, чем любой проспект. Если он уверен в своей работе и знает каждую специфику шва — заказывайте смело. Если мнется и переводит стрелки — ищите дальше. В химии мелочей не бывает.
Источники и полезные ссылки
- Официальный сайт Ростехнадзора: Нормативные документы и требования к ОПО
- НАКС: Реестр аттестованных организаций и специалистов по сварке
- АО «Уралхиммаш»: Примеры реализованных проектов крупногабаритных сосудов (2025-2026)
- База нормативной документации: Актуальные ГОСТы на сосуды под давлением
- Отраслевой портал: Аналитика рынка химического машиностроения РФ за 1 квартал 2026