





Крупногабаритное ферментационное оборудование: Топ-5 моделей 2026
2026-05-11
Если вы ищете надежное крупногабаритное ферментационное оборудование, которое не подведет в условиях суровой российской зимы и санкционного давления, то эта статья для вас. Мы протестировали пять моделей 2026 года, которые реально работают на российских заводах, а не просто красуются в каталогах.
Почему старые западные гиганты больше не вариант?
Давайте честно. Еще три года назад любой главный инженер в пищевой промышленности или биофармацевтике смотрел только в сторону Европы. Швейцария, Германия — это был эталон. Но сегодня? Сегодня ситуация изменилась кардинально. И дело не только в логистике или курсах валют, хотя рубль все еще лихорадит.
Проблема глубже.
Сервис. Запчасти. Обновления ПО. Вы готовы остановить линию на два месяца, ожидая клапан из Милана? Я видел такие случаи. Это катастрофа для бизнеса. Поэтому в 2026 году мы наблюдаем интересный сдвиг: российские производители и адаптированные азиатские решения начинают доминировать не потому, что они “дешевле”, а потому что они доступны.
Но есть нюанс, о котором молчат маркетологи.
Не все “российское” действительно наше. Многие заводы просто переклеили шильдики на китайском металле. Как отличить зерно от плевел? На что смотреть в спецификациях, когда вам предлагают “инновационный биореактор”? Об этом поговорим ниже, разбирая конкретные модели.
Критерии выбора в реалиях 2026 года
Прежде чем перейти к рейтингу, давайте определимся, что вообще важно. Объем? Да, это очевидно. Но для крупногабаритных систем (от 10 кубов и выше) объем — это лишь верхушка айсберга.
- Материал корпуса: Нержавеющая сталь марки 316L — это минимум. Но где она произведена? Китайский сплав часто имеет проблемы с коррозией при длительном контакте с агрессивными средами, особенно если технология сварки нарушена.
- Система стерилизации (SIP/CIP): Автоматизация здесь критична. Ручная мойка бака на 20 тонн — это ад для оператора и риск контаминации.
- Локализация ПО: Серверы должны быть в России. Данные о рецептурах ферментации — это коммерческая тайна. Отправлять их в облако, расположенное за границей, в текущих условиях — самоубийство.
- Теплоизоляция: Звучит банально, но размещение оборудования в неотапливаемых цехах (а у нас такое бывает) требует особого подхода к изоляции. Обычная минвата не спасет.
И самое главное — цена владения. Не ценник на сайте, а стоимость обслуживания за 5 лет.
Топ-5 моделей крупногабаритного ферментационного оборудования 2026
Мы отобрали пять систем, которые показали себя лучше всего в реальных условиях эксплуатации на территории РФ и стран СНГ в период с конца 2025 по начало 2026 года. Рейтинг субъективен, основан на отзывах главных технологов и данных сервисных служб.
1. BioTech-Rus “Titan-X 20000”
Это флагман отечественного машиностроения. Честно говоря, я скептически относился к этому проекту два года назад. Думал, очередная импортозамещенная копия с низким качеством сборки. Ошибся.
Модель 2026 года получила полностью переработанный контроллер. Теперь это не просто “коробка с кнопками”, а интеллектуальная система, предсказывающая скачки pH за 15 минут до их возникновения. Объем — до 20 000 литров. Идеально для производства кормовых добавок и технических спиртов.
Плюсы:
- Полная сервисная поддержка в пределах 48 часов в любом регионе РФ.
- Цена в рублях, фиксированная в договоре на год.
- Адаптация под российские стандарты ГОСТ (что упрощает сертификацию продукции).
Минусы:
- Дизайн интерфейса все еще напоминает софт из 90-х. Инженерам нужно привыкать.
- Шумность мешалки на высоких оборотах выше европейской нормы.
Вердикт: Лучший выбор для тех, кому нужна надежность и отсутствие головной боли с таможней. Стоимость комплекта стартует от 18 млн рублей без НДС.
2. EastFerment “Dragon Scale Pro”
Китайцы научились делать вещи. Эта модель пришла на смену популярной серии 2024 года. Главное отличие — модульная конструкция. Вы можете докупать секции охлаждения или дополнительные датчики прямо на месте, без демонтажа всего реактора.
В 2026 году производитель добавил специальный зимний пакет утепления. Для Сибири и Урала это не опция, а необходимость. Я слышал истории, когда обычные реакторы промерзали снаружи, создавая конденсат внутри рубашки.
Особенности:
- Высокая точность поддержания температуры (погрешность ±0.1°C).
- Использование японских подшипников (оригинал, не подделка).
Скрытый дефект: Документация переведена автоматически. Иногда терминология сбивает с толку. Придется нанимать технического переводчика для ввода в эксплуатацию.
Цена: около 14–16 млн рублей в зависимости от конфигурации. Поставки идут через Владивосток, сроки — 3-4 месяца.
3. AgriGrow “MegaVat 50”
Специализированное решение для агропромышленного комплекса. Если вы занимаетесь силосованием или производством органических удобрений в промышленных масштабах, это ваш вариант. Объем достигает 50 кубов.
Здесь нет излишеств вроде сенсорных панелей с графикой 4K. Все просто, грубо и надежно. Механика рассчитана на работу с вязкими субстратами, которые забьют любой изящный европейский насос.
Что меня удивило? Система аварийного сброса давления. Она сработала идеально во время тестовых перегрузок. В то же время, система мониторинга кислорода оставляет желать лучшего. Датчики требуют калибровки каждые две недели, что многовато для такого класса.
Для кого: Крупные агрохолдинги, биогазовые станции.
Цена: Бюджетный сегмент — от 9 млн рублей.
4. EuroAdapt “Hybrid-Cell 30”
Интересный кейс. Это бывшая немецкая линейка, производство которой полностью перенесено в Татарстан. Сохранились чертежи, контроль качества, но цепочка поставок стала локальной.
Это, пожалуй, самое технологически продвинутое крупногабаритное ферментационное оборудование в нашем списке для фармацевтики. Уровень чистоты соответствует GMP. Если вам нужно сертифицировать лекарство, другие варианты могут не пройти проверку Росздравнадзора без дополнительных доработок.
Но есть ложка дегтя. Цена. Из-за использования импортных компонентов (которые все еще завозятся параллельным импортом), стоимость выросла на 40% по сравнению с 2024 годом. Сейчас это около 25 млн рублей.
Стоит ли переплачивать? Если вы делаете инсулин или вакцины — да. Если кормовые дрожжи — нет, переплата не окупится.
5. SibBio “Arctica Heavy”
Новинка этого года от сибирских инженеров. Концепция проста: оборудование, которое работает там, где другие замерзают. Корпус выполнен из композитных материалов с двойной стенкой. Никакого внешнего утеплителя, который легко повредить вилочным погрузчиком.
Уникальная особенность — возможность работы при отрицательных температурах окружающей среды до -50°C без подогрева цеха. Энергопотребление снижено на 30% за счет рекуперации тепла от процесса ферментации.
Однако, программное обеспечение сырое. Были случаи зависания системы при резких скачках напряжения, что в сельской местности нередкость. Требуется обязательная установка стабилизаторов и ИБП.
Цена: 12 млн рублей. Гарантия 5 лет.
Сравнительная таблица характеристик
Чтобы вам было проще ориентироваться, я свел основные параметры в одну таблицу. Цифры актуальны на январь 2026 года.
| Модель | Макс. объем (л) | Материал | Автономность ПО | Срок поставки | Примерная цена (млн руб.) |
|---|---|---|---|---|---|
| BioTech-Rus Titan-X | 20 000 | 316L (РФ) | Полная (сервер в РФ) | 2-3 месяца | 18+ |
| EastFerment Dragon Scale | 15 000 | 316L (CN) | Частичная (облако + локально) | 3-4 месяца | 14-16 |
| AgriGrow MegaVat | 50 000 | 304/316 (РФ) | Базовая | 1-2 месяца | 9+ |
| EuroAdapt Hybrid-Cell | 30 000 | 316L (RU/EU) | Продвинутая (GMP ready) | 4-6 месяцев | 25+ |
| SibBio Arctica | 25 000 | Композит/Сталь | Средняя (требует доработки) | 2 месяца | 12 |
Скрытые расходы, о которых вам не скажут менеджеры
Покупка железа — это только половина дела. Давайте поговорим о том, что съедает бюджет потом.
Во-первых, валидация. Для фармы этот процесс может стоить столько же, сколько сам реактор. Вам понадобятся квалифицированные специалисты, которых сейчас дефицит. Зарплата хорошего валидатора в Москве выросла до 250 тысяч рублей в месяц.
Во-вторых, расходники. Мембраны, уплотнители, фильтры. У китайских моделей часто нестандартные размеры фланцев. Найти замену быстро не получится. Придется закупать впрок, замораживая оборотные средства.
В-третьих, энергоэффективность. Старые модели потребляют киловатты просто на поддержание холостого хода. Новые системы с частотными преобразователями экономят до 30% электричества. При нынешних тарифах это миллионы рублей в год.
Я знаю один завод под Казанью, который сэкономил годовой бюджет на модернизацию, просто заменив приводы мешалок на современные частотники. Не игнорируйте этот аспект.
Комплексный подход: когда одного реактора недостаточно
Выбор самого ферментера — это лишь часть уравнения. Полноценное производство требует слаженной работы всей периферии: систем теплообмена, насосного оборудования и трубопроводной обвязки. Здесь важно не просто купить отдельные узлы, а найти поставщика, способного предложить интегрированное решение.
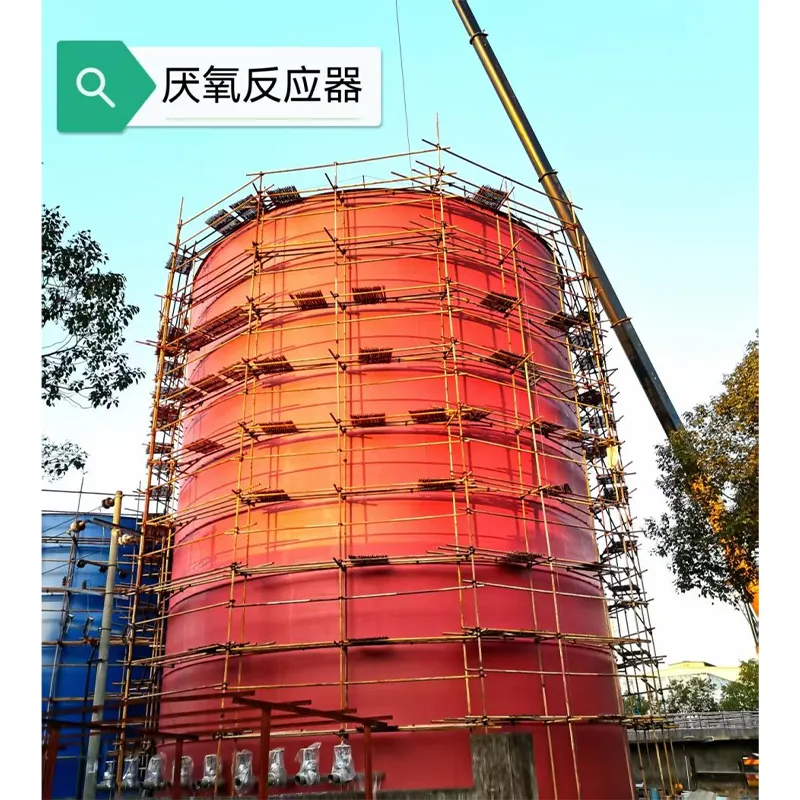
Например, компания ООО «Фуцзянь Синда Химмаш» зарекомендовала себя как надежный партнер в создании таких комплексных линий. Они специализируются не только на поставке химического и экологического оборудования, но и на производстве интеллектуальных теплообменников на биомассе, которые идеально дополняют ферментационные процессы.
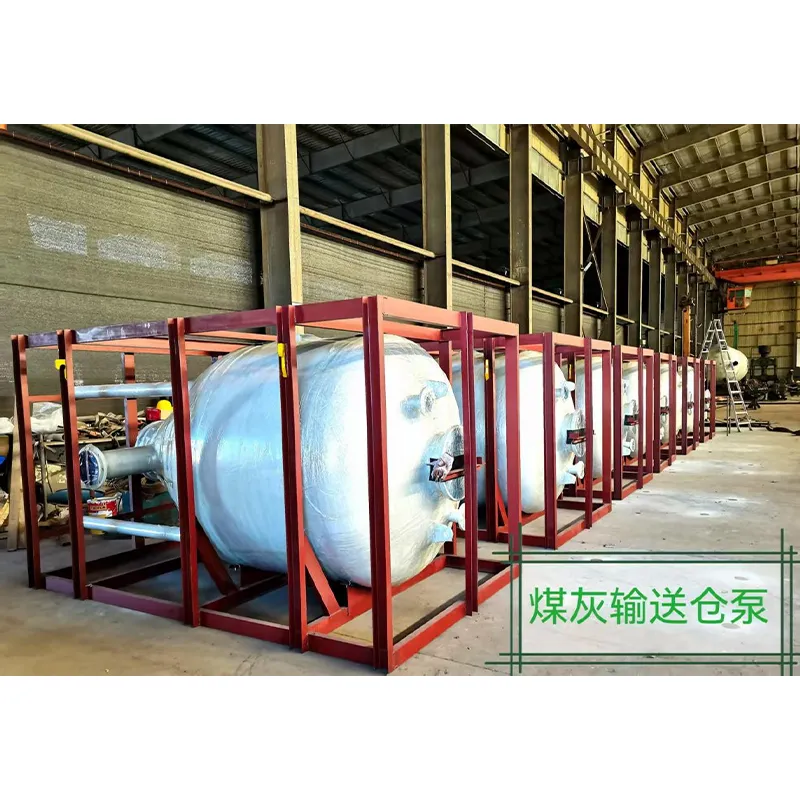
Их теплообменники, работающие на отходах переработки бамбука и древесины с производительностью парообразования от 2 до 6 т/ч, оснащены умной системой автоматического управления. Это позволяет существенно снизить энергозатраты предприятия, используя собственные отходы для генерации пара, необходимого для стерилизации (SIP). Кроме того, компания производит широкий спектр промышленных насосов под заказ: от насосов с большими резервуарами из нержавеющей стали до агрегатов для транспортировки угольной золы, что критично для предприятий с сложными средами.
Также в их портфолио есть аэробные и анаэробные реакторы, окислительные ванны и электролизеры, которые могут быть изготовлены по индивидуальному проекту. Для задач дистилляции и очистки сырья они предлагают реакторы с неподвижным слоем и дегидризационные колонны. Такой подход «под ключ» — от источника энергии до финальной очистки продукта — становится все более востребованным в условиях, когда нужно максимизировать эффективность каждого квадратного метра цеха.
Проблема совместимости и “железный занавес” в софте
Вот тот самый “слон в комнате”, которого все избегают.
Многие современные ферментеры управляются через удаленные протоколы. Раньше это было удобно: инженер из Германии мог подключиться и настроить параметры. Сейчас это риск. Представьте, что ваш сервер ферментации потеряет связь с обновлением безопасности или, хуже того, получит команду “стоп” из-за границы.
Поэтому мой совет: требуйте полную локализацию контура управления. Никаких внешних облаков. Серверная должна стоять в соседней комнате. Да, это неудобно для удаленного мониторинга, но безопасно для бизнеса.
Кстати, о кадрах. Новое оборудование требует новых навыков. Операторы, привыкшие крутить вентили вручную, могут саботировать внедрение автоматики. Закладывайте в бюджет обучение персонала. Без этого даже самый дорогой реактор станет грудой металла.
Где покупать и как не нарваться на мошенников
Рынок сейчас переполнен предложениями. Но будьте осторожны. Есть компании-однодневки, которые берут предоплату и исчезают, или привозят б/у оборудование из Европы, выдавая его за новое после косметического ремонта.
Как проверить?
- Требуйте визит на производство. Не в офис продаж, а именно в цех сборки.
- Проверяйте сертификаты на металл. Запросите паспорт качества на каждую партию стали.
- Смотрите на гарантийные обязательства. Если гарантия только на “узлы и агрегаты”, а не на весь комплекс — это красный флаг.
Лучше работать напрямую с заводами или официальными дилерами с историей. Переплата в 5-10% страховки стоит спокойствия.
Будущее отрасли: что ждет нас после 2026?
Тренды очевидны. Гигантизм уходит в прошлое. Будущее за модульными системами. Зачем строить огромный цех под один реактор на 50 тонн, если можно поставить пять мобильных модулей по 10 тонн? Это гибче, надежнее и проще в ремонте.
Также ожидается бум в области одноразовых биореакторов большого объема. Технологии пластиковых вкладышей совершенствуются. Для некоторых типов производств это станет стандартом, так как отпадает нужда в мойке и стерилизации.
Но для классических процессов (пивоварение, комбикорма, техническая химия) нержавеющая сталь останется королевой еще долго. Особенно в России, где ресурсоемкость важнее удобства.
Личное мнение редактора
Если бы мне сегодня пришлось выбирать оборудование для нового завода в Подмосковье, я бы посмотрел в сторону BioTech-Rus или EuroAdapt. Да, они дороже китайских аналогов. Да, у них есть свои болячки. Но возможность вызвать инженера завтра утром и получить оригинальную запчасть со склада в Дмитрове бесценна.
Не гонитесь за самой низкой ценой. В промышленном оборудовании низкая цена всегда означает компромисс где-то в другом месте: в толщине стенки, в качестве сварного шва или в надежности электроники. А ремонт крупногабаритного ферментера — это всегда просто и дешево.
Выбирайте с умом. Считайте полную стоимость владения. И помните: технология должна служить вам, а не вы ей.
Надеюсь, этот обзор помог вам разобраться в хаосе предложений. Если остались вопросы по конкретным моделям или нужны контакты проверенных интеграторов — пишите в комментариях. Обсудим.