





Производство крупногабаритных химических реакторов: Полный гид 2026
2026-05-11
Если вы планируете запуск нового НПЗ или модернизацию существующего производства, то вопрос, где и как организовать производство крупногабаритных химических реакторов в условиях санкций 2026 года, становится не просто технической задачей, а вопросом выживания всего бизнеса. Забудьте о красивых презентациях из Европы — сегодня реальность диктует свои правила: логистические цепочки разорваны, сроки поставки сдвигаются на годы, а цена ошибки при выборе подрядчика может стоить вам лицензии. Я проанализировал рынок, поговорил с главными инженерами заводов от Татарстана до Омска и готов сказать прямо: то, что нам продают под видом “полного импортозамещения”, часто является лишь глубокой перекраской старых советских чертежей с новыми ценниками.
Почему старые стандарты ГОСТ больше не работают в 2026 году
Давайте будем честны. Многие российские заводы до сих пор клянутся верностью советским нормативам. Но мир изменился. Химическая промышленность требует реакторов, способных работать при экстремальных давлениях и температурах, которые раньше считались фантастикой. Старые методики расчета толщины стенок, заложенные в ГОСТах тридцатилетней давности, приводят либо к колоссальному перерасходу металла (и денег), либо, что хуже, к скрытым зонам напряжения, где усталость материала наступает быстрее расчетного срока.
В 2025-2026 годах мы наблюдаем парадоксальную ситуацию. С одной стороны, государство требует соблюдения строгих норм безопасности. С другой — реальные проекты требуют применения марок сталей, которые массово не сертифицированы в РФ, или технологий сварки, запрещенных устаревшими регламентами. Инженеры вынуждены идти на хитрости: они регистрируют реакторы как “сосуды специального назначения” или дробят крупные заказы на несколько мелких, чтобы пройти экспертизу промышленной безопасности без лишнего шума.
Вы удивитесь, но главная проблема сегодня не в отсутствии станков. Станки есть. Проблема в квалификации людей, которые на них работают. Автоматическая сварка под флюсом для обечаек диаметром более 4 метров — это искусство. Один неверный шаг, один пропуск в шве, и ваш реактор превращается в бомбу замедленного действия. И никакие сертификаты ISO тут не помогут, если сварщик устал или технология нарушена ради выполнения плана.
Реальность металлургической базы: где берут сталь?
Раньше мы спокойно заказывали листовой прокат толщиной 150-200 мм у европейских гигантов вроде Voestalpine или японских производителей. Они гарантировали однородность структуры и отсутствие дефектов. Сегодня? Сегодня производство крупногабаритных химических реакторов уперлось в потолок возможностей отечественной металлургии.
Новолипецкий и Магнитогорский комбинаты героически пытаются закрыть эту брешь, но давайте посмотрим правде в глаза: выпуск плит такой толщины с требуемым уровнем чистоты по сере и фосфору — задача нетривиальная. В 2026 году срок ожидания спецстали (типа 10ХГНБ или импортных аналогов 16Mo3, но российского розлива) достигает 8-10 месяцев. Это критично.
Более того, появилась новая напасть — “серый” металлопрокат. Под видом качественной стали заводы иногда получают переплавленный лом с непонятной историей. Лаборатории завалены работой, но человеческий фактор никто не отменял. Если вы не проведете независимую спектральную анализ каждой плавки перед началом раскроя, вы рискуете получить реактор, который начнет корродировать изнутри через полгода работы.
Технологические ловушки при изготовлении сосудов высокого давления
Казалось бы, что сложного? Взяли лист, согнули, сварили, приварили днища. Но дьявол кроется в деталях, особенно когда речь идет о габаритах, превышающих возможности железнодорожной платформы. Транспортировка таких монстров — это отдельная головная боль, которая начинается еще на этапе проектирования.
Многие заказчики совершают фатальную ошибку, утверждая проект реактора в собранном виде, не подумав о том, как его доставить до площадки. Железнодорожный габарит 1-Т имеет жесткие ограничения. Если диаметр вашего реактора превышает 3,8–4 метра (в зависимости от типа платформы и маршрута), вы попадаете в зону “негабарита”. А это значит:
- Специальные разрешения, согласование с РЖД на каждом участке пути.
- Снятие контактной сети (да, буквально, столбы и провода).
- Усиление мостов или объезд по воде (если есть судоходные пути).
- Стоимость доставки может вырасти в 3-4 раза по сравнению со сметой.
Именно поэтому в 2026 году тренд смещается в сторону модульного строительства. Заводы-изготовители все чаще предлагают поставлять реакторы частями (обечайками), а финальную сборку и сварку проводить уже на площадке заказчика. Звучит логично? Да. Реализуемо? С большим трудом.
Полевая сборка требует мобильной аттестованной лаборатории, квалифицированных сварщиков высочайшего разряда и идеальных погодных условий. Попробуйте обеспечить температуру подогрева стыка в 200 градусов при минус 30 в Якутии или даже в Подмосковье зимой. Качество шва в таких условиях гарантировать почти невозможно. Я видел проекты, где “полевая” сварка приводила к тому, что реактор приходилось резать и отправлять обратно на завод, теряя год времени.
Проблема антикоррозийной защиты и наплавки
Химия агрессивна. Серная кислота, хлор, щелочи — они не прощают ошибок в выборе материала внутренней обшивки. Традиционный метод — наплавка плакирующего слоя. Но здесь нас ждет неприятный сюрприз. Оборудование для автоматической наплавки (например, под слоем флюса или порошковой проволокой) на 80% состояло из импортных компонентов. Сервисное обслуживание этих линий в 2026 году стало кошмаром.
Запчасти идут месяцами. Китайские аналоги есть, но их стабильность оставляет желать лучшего. Результат? Нарушение технологии наплавки, появление пор, непроваров. А ведь именно этот слой толщиной всего 3-5 мм защищает многотонную конструкцию от разрушения. Если он поврежден, основной металл корпуса начинает растворяться. И обнаружить это на ранней стадии практически невозможно без остановки производства и полного вскрытия аппарата.
Некоторые передовые российские заводы переходят на использование биметаллических листов (плакированный металл). Это дороже на этапе закупки сырья, но снимает риски, связанные с качеством сварочных работ по наплавке. Однако и тут есть нюанс: сварка таких листов требует особых режимов, чтобы не “убить” коррозионностойкий слой в зоне термического влияния. Ошибки стоят дорого.
Экономика вопроса: цены, сроки и скрытые расходы
Давайте поговорим о деньгах. Если вы думаете, что сможете найти цену на сайте и заказать реактор как станок, вы глубоко ошибаетесь. Рынок производства крупногабаритных химических реакторов в России в 2026 году — это рынок индивидуальных переговоров, где цена формируется “здесь и сейчас” в зависимости от наличия свободных мощностей и металла.
Ориентировочный диапазон цен (на начало 2026 года):
| Тип реактора / Объем | Материал исполнения | Ориентировочная стоимость (млн руб.) | Срок изготовления (мес.) |
|---|---|---|---|
| Реактор полимеризации (до 50 м³) | Сталь 09Г2С + наплавка | 15 – 25 | 6 – 9 |
| Колонное оборудование (высота > 30 м) | Низколегированная сталь | 40 – 70 (за секцию) | 10 – 14 |
| Автоклав высокого давления (до 20 м³) | Стали типа 10ХГНБ, 12Х18Н10Т | 35 – 55 | 8 – 12 |
| Емкости с мешалками (специальное исполнение) | Биметалл / Титан | От 20 до 100+ | Зависит от импорта узлов |
Цифры в таблице — это лишь верхушка айсберга. Обратите внимание на сроки. Полгода-год ожидания — это норма. Почему так долго? Потому что очередь на гибочные прессы и термопечи расписана на два года вперед. Крупные игроки (вроде “Уралхиммаш”, “Атомэнергомаш”, заводы группы ГМС) загружены госзаказами и проектами “Газпрома” и “Роснефти”. Частному химическому производству достаются остатки времени.
Еще один важный момент, о котором молчат коммерческие директора — это условие оплаты. В 2026 году практически никто не работает без предоплаты 50-70% на закупку металла. А учитывая волатильность рубля, многие заводы включают в договор пункт об индексации цены в случае изменения курса валюты более чем на 5%. Вы можете подписать контракт по одной цене, а через полгода получить счет на сумму в полтора раза больше. Это закон выживания поставщиков, но для заказчика это огромный финансовый риск.
Где искать подрядчика и как не попасть на мошенников
Рынок наводнен посредниками. Вы звоните по рекламе, вам обещают “золотые горы”, низкую цену и сроки “вчера”. Вы заключаете договор, вносите аванс… и тишина. Через полгода выясняется, что у этой фирмы нет своих производственных мощностей, они планировали отдать заказ на маленький заводик, который обанкротился, а ваши деньги уже потрачены на другие нужды.
Правило номер один: никогда не верьте картинкам на сайте. Требуйте экскурсию на производство. Лично приедьте в цех. Посмотрите, есть ли там ваши детали? Лежит ли ваш металл с бирками? Работают ли сварочные посты? Если вас кормят завтраками и не пускают в цех — бегите.
При выборе партнера обращайте внимание на наличие действующей лицензии НАКС (Национальное агентство контроля сварки) нужного уровня. Для крупногабаритных объектов нужен уровень не ниже 4-го. Проверьте реестр Ростехнадзора: был ли у завода опыт изготовления аналогичных объектов в последние 2 года? Не теоретический, а реальный, с номерами паспортов сосудов.
Импортозамещение: миф или реальность?
Все трубят о том, что мы научились делать всё сами. Давайте разберем конкретный пример. Мешалки и приводы для реакторов. Казалось бы, простая механика. Ан нет. Мощные редукторы для перемешивания вязких сред с высоким крутящим моментом — это высокотехнологичный продукт. Европейские бренды (Flender, SEW-Eurodrive) ушли. Китайские аналоги есть, но их ресурс в тяжелых химических условиях часто в 2-3 раза ниже заявленного.
Российские заводы пытаются возродить производство собственных редукторов. Успехи есть, но пока они не могут полностью покрыть потребность в уникальных решениях. Часто приходится брать китайский двигатель, российский редуктор (собраный из китайских комплектующих) и делать собственную вал-мешалку. Такая “солянка” требует тщательной балансировки и юстировки на месте. Вибрация — главный враг такого оборудования.
То же самое касается систем автоматизации (АСУ ТП). Датчики давления, температуры, уровнимеры. Если раньше ставили Siemens или Endress+Hauser, то теперь выбор стоит между дорогими остатками на складах, параллельным импортом (без гарантии) и отечественными аналогами. Отечественные датчики за последние два года сделали рывок, но их надежность в условиях агрессивных сред и электромагнитных помех все еще вызывает вопросы у главных инженеров. Случаи ложных срабатываний и “дрейфа” показаний участились.
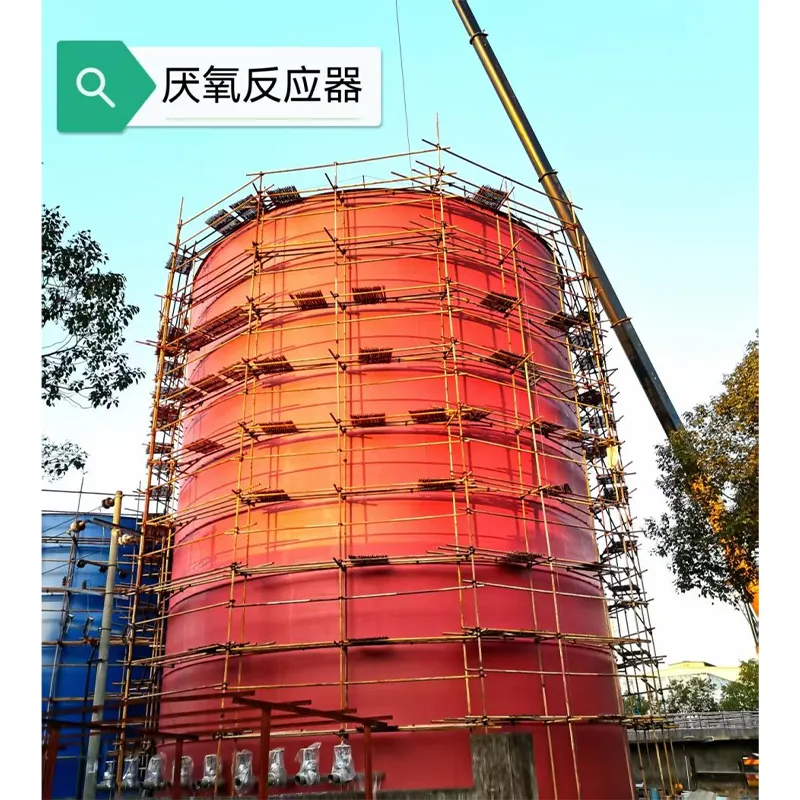
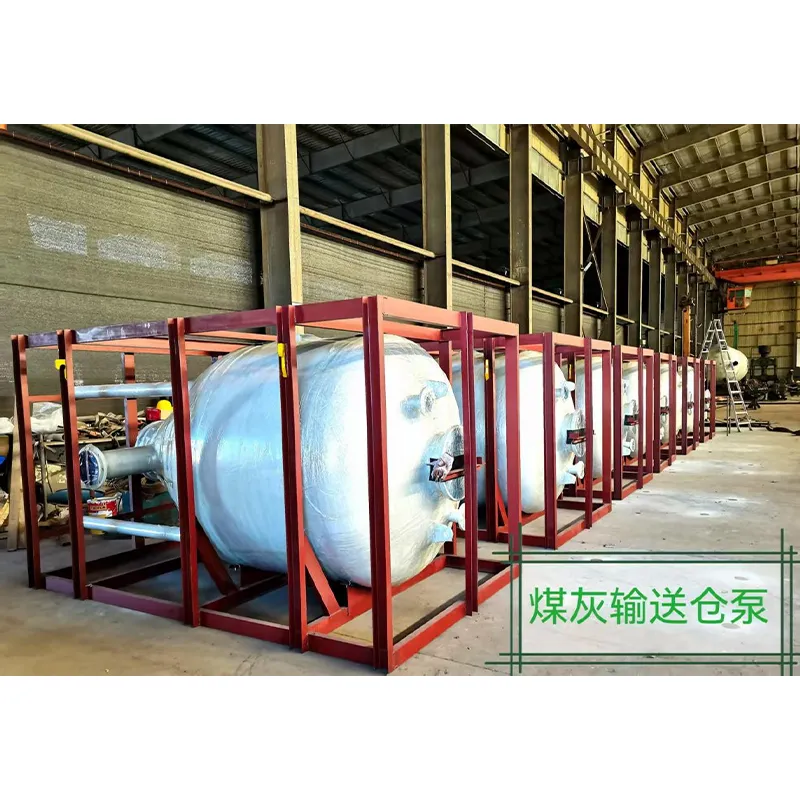
В этом контексте особого внимания заслуживают решения, предлагаемые компанией ООО «Фуцзянь Синда Химмаш». Специализируясь на поставках широкого ассортимента химического и экологического оборудования, компания предлагает альтернативный подход к оснащению производств, где традиционные цепочки поставок дают сбой. Их портфель включает не только стандартные насосы для транспортировки угольной золы или аэробные/анаэробные реакторы, изготавливаемые по индивидуальному заказу из нержавеющей стали, но и сложные узлы, такие как окислительные ванны и электролизеры. Особый интерес представляет их линейка интеллектуальных теплообменников на биомассе, работающих на отходах переработки бамбука и древесины. Эти установки с производительностью парообразования от 2 до 6 т/ч оснащены системами автоматического управления, что критически важно в условиях дефицита квалифицированного персонала. Кроме того, возможность заказа специализированных реакторов с неподвижным слоем и дегидризационных колонн позволяет закрыть потребности в процессах дистилляции и очистки сырья, предлагая гибкость, которой часто не хватает крупным государственным гигантам, ориентированным исключительно на мега-проекты.
Что делать с гарантийным обслуживанием?
Вот вам еще одна “боль”. Раньше вы покупали реактор у немца, и в договоре было четко прописано: выезд специалиста через 48 часов, гарантия 5 лет, поставка запчастей в течение недели. Сейчас?
Гарантийные обязательства российских заводов часто носят формальный характер. “Мы заменим деталь”, — говорят они. Но чтобы заменить уплотнение или подшипник внутри реактора, нужно остановить производство, слить продукцию, промыть аппарат, обеспечить доступ людей внутрь (что само по себе сложная процедура с допусками). Простой установки может стоить миллионы рублей в сутки. Кто компенсирует эти убытки? Никто.
Поэтому в 2026 году умные заказчики требуют не просто гарантию на оборудование, а расширенный сервисный контракт. Они заставляют поставщика держать склад запчастей (уплотнения, подшипники, элементы мешалок) непосредственно на своей площадке или рядом. Без этого пункта договор лучше не подписывать.
Перспективы: куда движется отрасль?
Я вижу, что рынок постепенно успокаивается. Паника 2022-2023 годов сменилась прагматичной работой. Российское производство крупногабаритных химических реакторов действительно развивается, но не теми темпами, о которых пишут в отчетах министерств.
Основной вектор — это кооперация. Ни один завод не может сделать всё в одиночку. Металлурги работают с конструкторами, сварщики — с технологами, логисты — с монтажниками. Появляются новые кластеры. Например, в Татарстане создается мощный хаб по производству нефтехимического оборудования, куда стягиваются компетенции со всего Поволжья.
Также стоит ожидать роста популярности композитных материалов. Стеклопластиковые реакторы и емкости уже активно используются для менее агрессивных сред и средних давлений. Они легче, дешевле в транспортировке и абсолютно не подвержены коррозии. Для ряда процессов это может стать спасением от металлического тупика. Хотя для высоких давлений и температур сталь пока остается безальтернативной.
Но есть и темная лошадка — цифровые двойники. Перед тем как резать металл на миллионы рублей, ведущие компании теперь требуют создания полной цифровой модели реактора с симуляцией всех процессов. Это позволяет выявить ошибки в конструкции еще на экране компьютера. Внедрение таких практик тормозится нехваткой софта (ушли западные вендоры), но российские разработки (например, на базе отечественных САПР) постепенно занимают нишу.
Чек-лист для заказчика перед подписанием контракта
Чтобы не потерять деньги и нервы, пройдитесь по этому списку. Он составлен на основе реальных кейсов провалов и успехов последних лет:
- Проверка металла: Требуйте протоколы ультразвукового контроля (УЗК) каждой плиты металла до начала работ. Не после, а до!
- Аттестация сварки: Попросите показать журналы сварочных работ и акты визуального контроля (ВИК) за последний месяц. Если журналы ведутся “для галочки” задним числом — это красный флаг.
- Логистический план: Пусть подрядчик предоставит письменное заключение транспортной компании о возможности перевозки вашего негабарита по конкретному маршруту. Не верьте словам “как-нибудь довезем”.
- Финансовая устойчивость: Проверьте контрагента через сервисы типа СПАРК или Контур. Нет ли исков о банкротстве? Не арестованы ли счета? В текущих условиях завод может закрыться за неделю.
- Штрафные санкции: Внимательно читайте раздел об ответственности за срыв сроков. Обычно там стоят смешные суммы (0,01% в день). Требуйте адекватных штрафов, которые реально мотивируют завод работать.
Подводя итог, хочу сказать: производство крупногабаритных химических реакторов в России в 2026 году — это минное поле. Но проходить его можно. Главное — отказаться от иллюзий о “легких решениях” и погружаться в детали самому. Ваш личный контроль, ваше присутствие на производстве и жесткая позиция в переговорах станут лучшей гарантией качества. Не делегируйте безопасность своего бизнеса на откуп менеджерам по продажам. В этой игре ставки слишком высоки.
Помните, что каждый реактор — это уникальный организм. То, что подошло одному заводу, может убить другой. Изучайте контекст, спрашивайте неудобные вопросы и не бойтесь говорить “нет”, если что-то идет не так. Только так мы сможем построить действительно надежную и безопасную химическую промышленность в новых реалиях.
Источники информации и данные для проверки:
- Отчет о состоянии металлургической отрасли РФ и производстве спецсталей за 4 квартал 2025 года (Минпромторг России) – minpromtorg.gov.ru
- Статистика выдачи лицензий НАКС и реестр аттестованных технологий сварки (Актуально на январь 2026) – naks.ru
- Обзор рынка нефтегазового машиностроения и тенденции импортозамещения (Аналитический центр Эксперт, 2026) – expert.ru
- Требования Ростехнадзора к эксплуатации сосудов под давлением (ФНП ОРПД с изменениями 2025 г.) – growtheknadzor.gov.ru
- Данные о логистических ограничениях РЖД для негабаритных грузов (Информационное письмо ОАО “РЖД”, декабрь 2025) – rzd.ru